
En general, descuidamos el mantenimiento de las impresoras 3D más de lo conveniente, y los problemas llegan en los momentos más inoportunos: puede que la impresora se atasque a mitad de una impresión larga, que la primera capa no se pegue o un ruido que no estaba ayer. La mayoría de esos problemas no son “misterios” del mundo 3D, sino señales de que algo necesita una limpieza, un ajuste o lubricación. Si te acostumbras a una rutina de mantenimiento sencilla, conseguirás que tu impresora se mantenga estable y que imprima con menos fallos, además de alargar la vida de las piezas que más sufren.
En esta guía vas a ver qué revisar, cómo limpiarlo y cuándo engrasar la impresora 3D. La idea es que puedas hacer un mantenimiento básico para uso doméstico, con una rutina sencilla y bien pautada, centrada en lo que de verdad influye en la calidad de impresión.
Por qué el mantenimiento de una impresora 3D es clave para que funcione bien
Sabemos que una impresora 3D está funcionando bien cuando la mecánica se desplaza sin tirones, la temperatura se mantiene estable y el filamento se alimenta con continuidad. Si alguna de esas fases falla, el problema acaba reflejándose en la pieza. Por eso el mantenimiento de la impresora 3D no es un extra, sino parte del uso normal.
Qué problemas evita (atascos, capas irregulares, ruido y holguras)
Los fallos típicos suelen tener un origen claro. El polvo en los ventiladores reduce el flujo de aire y el enfriamiento deja de ser constante. Si la cama tiene grasa de los dedos, la adhesión baja y la primera capa empieza a fallar. Cuando el engranaje del extrusor está sucio, el filamento no se arrastra con regularidad y aparecen zonas de subextrusión. Y si la correa no tiene la tensión correcta, se cuela la vibración en los movimientos y eso acaba notándose en paredes y esquinas. También es importante revisar el Z-Offset (distancia boquilla-cama), ya que muchos fallos de adhesión se confunden con falta de limpieza.
Además, hay otras señales a las que debemos prestar atención: un clic del extrusor, tirones al mover un eje a mano con la impresora apagada, ruidos nuevos, tener que subir la temperatura sin una razón clara (lo cual suele indicar degradación del tubo PTFE interno) o atascos repetidos con el mismo material
Cada cuánto hacer hacer el mantenimiento
La frecuencia dependerá de las horas que pases imprimiendo y de los materiales que uses. Si imprimes a menudo, tu impresora necesitará una limpieza ligera semanal y una revisión mensual. Si imprimes de forma puntual, bastarán una revisión antes de una tirada larga y una buena higiene de cama.
Sin embargo, el material también influye en el mantenimiento:
- Los filamentos abrasivos desgastan las boquillas rápido.
- El PETG tiende a ensuciar la zona del nozzle si los ajustes no son finos.
- El TPU exige que el arrastre esté limpio y con la tensión correcta.
- Y si el filamento ha cogido humedad, puedes encontrarte con defectos que parecen de calibración, pero no lo son.
Por lo tanto, no existe una frecuencia única válida para todos los casos. Lo más práctico es adaptar el mantenimiento al uso real de la impresora y al tipo de material con el que trabajas, revisando antes aquellos puntos que más afectan a la estabilidad de la impresión cuando cambias de filamento o aumentas el ritmo de uso.
Seguridad, preparación y kit mínimo
Un mantenimiento eficaz no requiere un taller, pero sí orden. Si empiezas sin preparar el entorno, es fácil manchar la cama, tocar una zona caliente o aplicar lubricante donde no toca. Por lo tanto, antes de ponerte, apaga la impresora, deja que se enfríe y ten a mano lo imprescindible para no ir improvisando sobre la marcha:
Apagar, dejar enfriar y desconectar
Apaga la impresora, espera a que el hotend y la cama estén fríos y desconecta el equipo si vas a manipular zonas cercanas a ventiladores o cableado. Si vas a limpiar el hotend en caliente, hazlo con control: calienta, limpia, apaga y deja enfriar antes de seguir con el resto. Nunca apliques alcohol sobre la cama si esta sigue caliente, ya que es inflamable y se evapora antes de limpiar.
Herramientas y básicos que vas a usar de verdad
Para un mantenimiento de impresora 3D doméstico, suele bastar con: brocha suave, paños que no suelten pelusa, alcohol isopropílico para la cama (si tu superficie lo admite), llaves Allen, pinzas, un cepillo de latón para la boquilla y lubricante adecuado (aceite ligero o grasa según la zona). Para una limpieza más a fondo de la cama cuando el alcohol se queda corto, ten también a mano agua tibia con un poco de jabón neutro. Si la cama es extraíble, retírala antes de lavarla y sécala muy bien antes de volver a colocarla.
Limpieza general: polvo, restos y cama
La limpieza general es el primer escalón porque afecta a todo: mecánica, electrónica y calidad de impresión. Además, es lo que más rendimiento da por minuto invertido.
Limpieza exterior e interior sin desmontar más de lo necesario
Empieza por el exterior y sigue hacia dentro. Retira el polvo de perfiles, tapas y zonas cercanas a ventiladores. Dentro, busca “pelusa” de filamento, trozos de brim, restos de soporte y virutas de plástico. En impresoras abiertas es habitual que el polvo se deposite en guías y ruedas; en impresoras cerradas, se acumula en filtros y esquinas.
Si ves residuos pegados, mejor aflojarlos con la brocha y recogerlos después. Evita soplar con la boca: la humedad y la suciedad no ayudan. Para un paso a paso más detallado, consulta nuestra Guía para limpiar una impresora 3D.
Limpiar la cama según superficie (PEI, cristal y texturizada)
La cama es el punto crítico de la primera capa. Para la limpieza habitual, el alcohol isopropílico suele funcionar bien si la superficie lo admite. Cuando la adherencia empeora con el tiempo o notas una capa de suciedad acumulada, una limpieza con agua tibia y jabón neutro suele ser lo más eficaz, sobre todo en camas extraíbles de vidrio o láminas flexibles desmontables. Retira la placa antes de lavarla para evitar problemas eléctricos y sécala bien antes de montarla otra vez.
En superficies texturizadas, insiste con una esponja blanda para llegar al poro y evita productos abrasivos, porque pueden desgastar la superficie o alterar su textura.
Ventiladores y rejillas
Los ventiladores pierden rendimiento cuando se llenan de polvo. Con una brocha, retira la pelusa de rejillas y aspas. Si usas aire comprimido, sujeta el rotor para que no gire a lo loco, porque puede dañar el ventilador o generar corrientes eléctricas que dañen la placa. Si el flujo de aire ha bajado o el ventilador suena distinto, este punto merece más atención.
Hotend y boquilla: limpieza y prevención de atascos
La boquilla y el hotend son el cuello de botella de todo el sistema. Si ahí hay suciedad, degradación o un atasco parcial, la impresora puede “parecer” bien calibrada y aun así imprimir mal.
Señales de boquilla sucia o hotend con residuo
Algunas señales típicas: extrusión con “saltos”, líneas con grosor inconsistente, necesidad de subir la temperatura para mantener el caudal, más hilos sueltos o superficies con pequeñas marcas repetidas. Si imprimes materiales abrasivos con una boquilla de latón, el desgaste llega antes y se nota en detalles blandos o paredes menos definidas.
También puede haber residuo dentro del hotend cuando los atascos se repiten o la extrusión deja de ser continua, incluso con el perfil bien ajustado. Si, con el hotend limpio, sigues viendo falta o exceso de material, consulta nuestra guía sobre Cómo calibrar el flujo de una impresora 3D.
Limpieza en caliente y cold pull
La limpieza en caliente sirve para retirar el material pegado en la punta y alrededor del bloque. Calienta a temperatura de trabajo del material, limpia con cuidado (sin tocar cables ni termistor) y retira restos.
El cold pull es útil cuando hay residuo dentro del hotend. Se hace calentando, introduciendo material (normalmente nylon o un filamento que arrastre bien), y retirándolo al enfriar a una temperatura concreta para que salga con suciedad adherida. No es magia, pero funciona bien con atascos leves y contaminación entre materiales.
Cuándo cambiar la boquilla y qué elegir
Si la limpieza no estabiliza la extrusión, si el orificio está deformado o si imprimes abrasivos, cambiar la boquilla suele ser lo más eficiente. Para PLA, PETG y ABS, el latón va bien. Para materiales con cargas, mejor acero endurecido u opciones resistentes al desgaste (teniendo en cuenta que el acero requiere subir la temperatura de impresión unos 5-10°C). Si te importa mucho el detalle, quizás sea necesario poner una boquilla nueva y de calidad.
Cuándo tiene sentido cambiar el hotend
Si, después de limpiar y revisar la boquilla, los fallos vuelven una y otra vez, o si sospechas de un problema en el conjunto (atascos recurrentes, suciedad interna persistente o componentes dañados), sustituir el hotend completo puede ser la forma más directa de recuperar estabilidad.
Partes mecánicas: correas, poleas, holguras y tornillería
La mecánica no suele fallar de golpe: se desajusta poco a poco. Por eso una revisión rápida, sin desmontar, evita que el problema crezca.
Tensión de correas
Una correa demasiado floja introduce vibración y falta de precisión. Una demasiado tensa castiga rodamientos y motores. La referencia práctica: que tenga firmeza y recupere sin “flanear”, pero sin quedar como una cuerda de guitarra. Si antes imprimías sin ghosting y ahora aparece, no lo ignores, revísalo.
Poleas y prisioneros
Las poleas suelen llevar tornillos prisioneros que pueden llegar a aflojarse con la vibración. Si el eje salta de repente o pierde pasos sin motivo aparente, asegúrate de que las poleas estén firmes y bien alineadas. Un prisionero flojo puede dar síntomas muy raros que parecen de firmware y no lo son.
Holguras y ruidos
Con la impresora apagada, mueve los carros a mano. Si notas puntos duros, rascado o juego lateral, deberás revisar: ruedas, guías, rodamientos o tornillería. Un ruido nuevo suele ser la pista más fiable. No lo tapes subiendo aceleración o bajando velocidad sin mirar antes la causa.
Engrasar impresora 3D: dónde sí, dónde no y cómo hacerlo bien
Engrasar no es echar lubricante a todo. De hecho, el exceso suele atraer polvo y empeorar la situación. La idea es reducir la fricción solo donde hace falta y mantener limpias las zonas que deben trabajar en seco.
Grasa o aceite: qué usar en cada zona
En husillos (tornillos trapezoidales) y rodamientos lineales de bolas, suele funcionar bien una grasa lubricante o un aceite pensado para ese uso, aplicado en poca cantidad. En varillas lisas, puede ser suficiente un aceite ligero si tu impresora lo admite. En guías lineales, lo más seguro es seguir la recomendación del fabricante, porque algunas trabajan mejor con aceite y otras con grasa.
Evita lubricantes agresivos o desengrasantes (como el WD-40 multiusos clásico) que dejen residuos pegajosos. Y cuidado con productos multiusos que parecen servir para todo: en impresión 3D no siempre son buena idea.
Cómo engrasar varillas y husillos paso a paso
El primer paso es limpiar:
- Limpia con un paño, retirando el polvo y la grasa.
- Aplica una pequeña cantidad de lubricante en la zona de trabajo.
- Mueve el eje para repartirlo de forma uniforme.
- Retira el sobrante visible.
Debe quedar una película fina. Si queda exceso, terminará lleno de polvo y acabará afectando a la suavidad del movimiento.
Guías lineales o ruedas
Si tu impresora usa guías lineales, el mantenimiento suele ser limpieza y lubricación en puntos concretos. Si usa ruedas tipo V-slot, lo habitual es limpiar la ranura y ajustar excéntricas cuando hay holgura o cuando el carro va duro. En ruedas, lubricar no suele ser lo principal: lo principal es ajuste y limpieza.
Lubricar rodamientos impresora 3D
En muchas impresoras, los rodamientos van sellados o trabajan sin intervención directa. Lubricar rodamientos impresora 3d puede ser necesario si el rodamiento es accesible, no está sellado y notas ruido por falta de lubricación, pero no es el primer paso. Antes, descarta suciedad, desalineación o exceso de tensión de correas.
Si llegas a este punto, aplica muy poco producto y evita que el lubricante llegue a la cama, al filamento o a la zona de extrusión. Cualquier contaminación ahí se traduce en mala adhesión o en piezas con defectos.

Extrusor y arrastre del filamento: limpieza y ajustes
Muchos problemas de subextrusión y fallos intermitentes vienen del extrusor. Una revisión aquí suele ahorrar tiempo porque es un punto sensible y fácil de ensuciar.
Limpiar el engranaje y el recorrido de entrada
Retira los restos del engranaje moleteado y del canal de entrada. El polvo de filamento puede reducir el agarre y volver el arrastre irregular. Si imprimes TPU, revisa también el tubo PTFE y el guía-filamento, porque cualquier fricción extra afecta más que en materiales rígidos.
Tensión correcta y síntomas de arrastre irregular
Si la tensión es baja, el engranaje patina. Si es alta, el filamento se deforma y aumenta la fricción. Señales típicas: clics del extrusor, marcas profundas en el filamento, subextrusión en zonas sin patrón claro o capas que pierden continuidad de forma intermitente.
Filamento y almacenamiento: la parte invisible del mantenimiento impresora 3D
El filamento forma parte del sistema. Un filamento en mal estado da problemas aunque la mecánica esté perfecta. Por eso, cuando hay fallos raros, merece la pena mirar la bobina antes de empezar a reajustar parámetros.
Cómo detectar humedad y qué fallos provoca
Cuando el filamento ha cogido humedad, suele notarse enseguida: al extruir puede hacer pequeños chasquidos, aparecen burbujas, más hilos finos entre zonas de la pieza, la superficie queda más basta y las capas se pegan peor entre sí. En piezas funcionales, además, la resistencia baja. Si la bobina lleva tiempo abierta en un ambiente húmedo, revisa eso antes de ponerte a ajustar parámetros.
Buenas prácticas de almacenamiento (bolsa, desecante y caja)
Guarda las bobinas en una bolsa hermética con desecante o en cajas pensadas para ello. Etiqueta la fecha de apertura si quieres un control eficaz. Y si tienes dudas, ten en cuenta que secar el filamento puede ahorrarte horas de ajustes que no arreglan el origen del problema.
Mantenimiento básico del AMS en impresoras con multicolor
Los sistemas tipo AMS añaden comodidad, pero también más puntos donde puede haber fricción, suciedad o desajuste. Un fallo de carga o descarga suele tener una causa mecánica simple.
Qué revisar en rutas, rodillos y sensores
Revisa que las rutas estén limpias, que los tubos PTFE no presenten desgaste interno (surcos por roce), que no tengan curvas forzadas y que los rodillos giren sin resistencia. Si hay polvo de filamento acumulado, el arrastre pierde estabilidad. También es necesario revisar que los sensores no estén sucios y que el filamento entre recto.
Limpieza rápida para evitar fallos de carga
Una limpieza periódica, sin desmontar de más, evita la mayoría de fallos. Retira los restos, ordena las rutas y comprueba que las bobinas giran libres.
Electrónica, firmware y checklist final
La electrónica suele dar pocos problemas, pero puede verse afectada si se acumula polvo, falta ventilación o hay cables rozando. Y el firmware, aunque influye, no suele ser lo primero que hay que tocar cuando el fallo apunta claramente a algo mecánico.
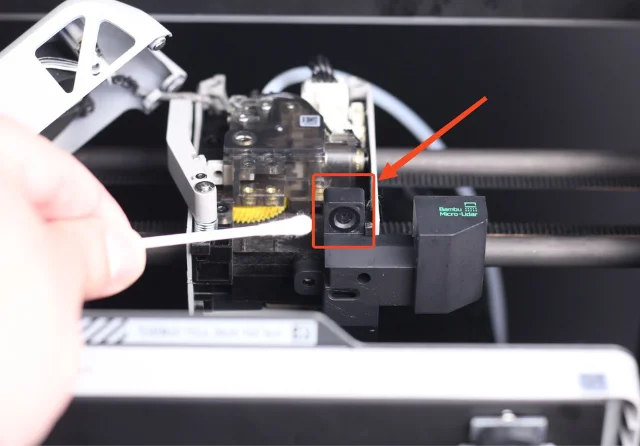
Comprobaciones visuales (cables, conectores y ventilación)
Haz una revisión visual: cables, bridas flojas, conectores (especialmente los de la cama y hotend para evitar quemaduras por mal contacto), ventilación obstruida. Si la impresora está en un sitio con mucho polvo, este punto es especialmente necesario Mantener despejadas las entradas de aire ayuda a que la temperatura interna no suba y a que los ventiladores trabajen bien.
Cuándo actualizar firmware y cuándo es mejor no tocarlo
Actualiza cuando haya una mejora clara, un bug que te afecte o una recomendación del fabricante para tu modelo. Si tu impresora imprime de manera estable y no necesitas una función nueva, no actualices por impulso antes de una impresión importante. El cambio de firmware introduce variables, y cuando hay un problema te complica el diagnóstico.
Checklist por frecuencia (diario, mensual y 3–6 meses)
Para cerrar, una rutina simple:
- Diario o cada pocas impresiones: limpiar la cama, retirar restos y comprobar que el filamento corre suave.
- Mensual: limpieza general interior, revisión de correas/poleas, limpieza del extrusor y ventiladores.
- Cada 3–6 meses: revisar holguras, lubricación de husillos/guías si aplica, estado de boquilla, revisión de bornes eléctricos y ajuste general.
Con este enfoque, el mantenimiento de la impresora 3d deja de ser algo que haces solo cuando esta falla y pasa a ser una rutina corta que evita la mayoría de problemas típicos.
Una impresora 3D con mantenimiento imprime de forma más estable y da menos problemas con el paso del tiempo. Mantener limpia la cama, revisar la boquilla, el extrusor y las partes móviles, y aplicar lubricación solo donde hace falta ayuda a evitar fallos recurrentes y a alargar la vida útil de la máquina.
En Sugraher encontrarás recambios y accesoriospara el mantenimiento de tu impresora 3D, además de asesoramiento técnico si necesitas orientación con la limpieza, la lubricación o el ajuste de componentes.




