Instrucciones para la bobina
impresa
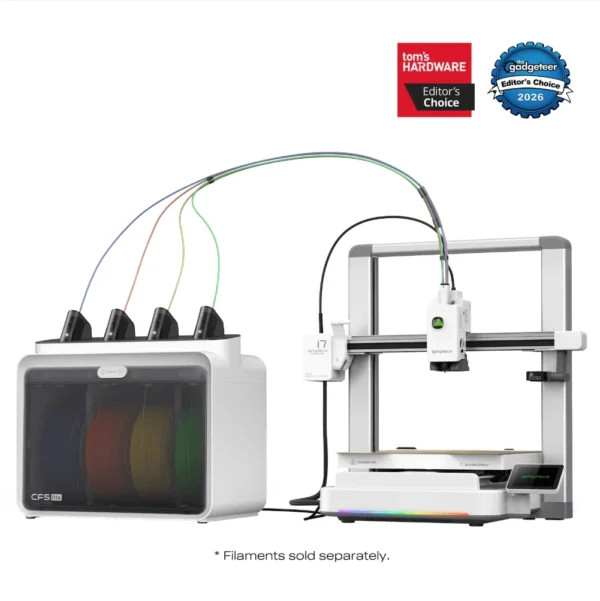
Cuando termine de imprimir, tendra una pieza ancha (1x),
una pieza estrecha (1x) y una cuna espaciadora (2x).
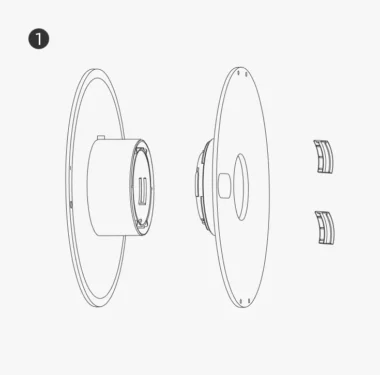
Encuentra el localizador (un bloque pequeno en la parte
ancha). Alineelo con la muesca del anillo interior del rollo de filamento.
Inserte la pieza ancha en el rollo de filamento.
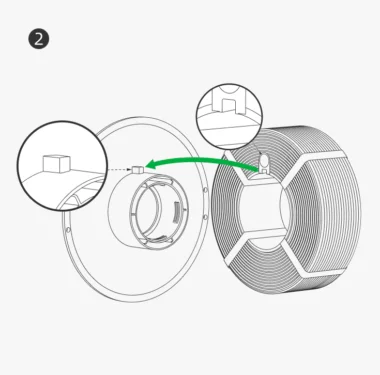
Paso 1. Inserte la pieza estrecha y alinee la ranura de
cada pieza dentro de la bobina hasta que se introduzca firmemente en la parte
ancha.
Paso 2. Una vez encajada firmemente en la parte ancha, gire
la pieza estrecha en el sentido de las agujas del reloj hasta que se deslice
en su sitio y oiga que se bloquea.
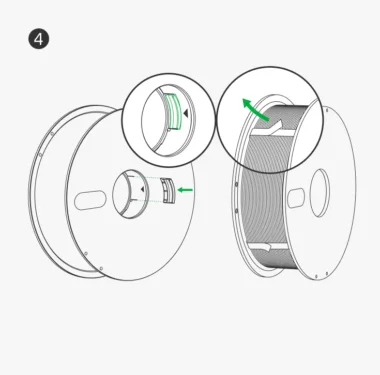
Primer paso Asegurese de que la cuna espaciadora esta
instalada dentro de la bobina (debajo del triangulo).
Paso 2. Rompa y extraiga las tiras de plastico.